
有限会社北海道ハードフェーシング
~剥離しない自溶合金溶射部品で産業界に貢献します~
<企業の特徴>
提案型企業を目指し、技術力、品質の向上に努めております。研究開発部門では、北海道中小企業総合支援センターの研究開発補助制度を活用し、溶射製品の品質向上に努めております(特許取得3件)。
-従来品の問題点と開発材料の説明-
腐食環境で使用した溶射(Ni基自溶合金4種:SFNi-4)スリーブが剥離したのは、オーステナイト系ステンレス鋼側の腐食です。この腐食する原因は、熱処理の過程で皮膜中の炭素が母材側に浸炭(拡散)することでクロム欠乏層が生じ、選択的に腐食するためです。当社では、クロム欠乏層の生成を抑制する元素、加工方法などを確立し製品化しました。
<主要製品・開発実績等>
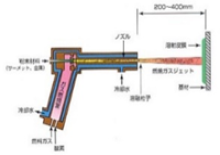
高速フレーム溶射(ガス式溶射)
溶射飛行粒子の高速化により強い衝突力を実現し、緻密で密着性の高い溶射皮膜を得る溶射法。高温燃焼ガスを細長いノズル中で高速流を作り、溶射材料粉末はノズル中で溶融されると同時に高速ガス流で加速され、高速で基材に衝突し成膜。この皮膜は、同一溶射材料を用いた他溶射皮膜と比較して高密度、高付着力、高硬度となる。
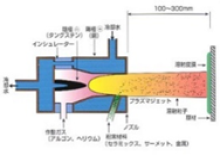
プラズマ溶射(電気式溶射)
アルゴンなどのガス中での直流アーク放電により、高温高速プラズマジェットを溶射ガン中に形成させ、このプラズマジェット中に粉末状の溶射材料を投入することにより溶融と加速を行い成膜する溶射法。プラズマジェットにより、10,000℃を超える高温が得られるので、高融点の金属、サーメット、セラミックスをはじめ、ほとんどの材料を溶射することが可能。
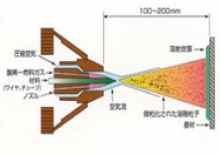
ワイヤーフレーム溶射
(ガス式溶射-フレーム溶射-溶線式)
酸素-アセチレン(又はプロパンなど)によるフレーム中に線状溶射材料を連続的に送ることにより溶融させ、圧縮空気で微粒化された溶融粒子の投射により成膜する溶射法。低融点材料から炭素鋼、ステンレス鋼、モリブデンに至るまで線状に加工できる金属材料は溶射が可能。線状化が難しいセラミックスやサーメット材料はフレキシブルチューブに充填して溶射可能。
<得意とする技術等>
・腐食環境中で使用しても剥離しない自溶合金溶射皮膜を開発した(特許取得済)。
※開発材料を使用したユーザーより「従来製品より寿命が延び修繕費が減少した」との
お言葉を頂いております。
・自溶合金溶射製品(従来品も含む)の質評価技術(特許取得済)が確立しております。
・溶射加工全般が施行でき、特に自溶合金溶射が得意です。
・溶射と機械加工が一環して出来ます。
・単品でも受注可能です。
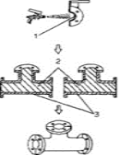
・パイプ内面への溶射も可能です(図参照)。
<主要取引先>
王子製紙(株)、王子エフテックス(株)、王子エンジニアリング(株)、王子工営北海道(株)、北海道電力(株)、北海道曹達(株)、三井化学(株)、北海道住電精密(株)、他
<資格・許可・認証等>
肉盛溶射技能士:2名
防食溶射技能士:2名
<主要設備>
| 設備名 | 台数 | メーカー・型式・ワークサイズ等 |
| 高速ガスフレーム溶射機 | 1 | ユテクジャパン |
| プラズマ溶射装置 | 1 | エリコンメテコジャパン |
| ワイヤーフレーム溶射装置 | 5 | スルーザーメテコジャパン |
| 円筒研磨盤 | 1 | 大隈 GP 550×2150 |
| 旋盤 | 6 | 大日金属 DHM 900×3000、他 |
| フライス盤 | 1 | 新潟鉄工 2UMA |
<企業概要>
所在地:〒072-0007
美唄市東6条北9丁目1番7号
TEL :0126-63-3377
FAX :0126-63-3237
連絡担当者:代表取締役 照井 秀輝
担当者Mail:hhf@poppy.ocn.ne.jp
代表者:照井 秀輝
設立年:1976年(昭和51年)
資本金:300万円
従業員数:4名
